For PTFE and spring‑energized PTFE seals, an optimal mating-surface finish is typically in the 2–16 µin RMS window, tuned to medium and temperature: gases and liquids at cryogenic temperatures favor 2–4 RMS, non‑cryogenic gases ~6–12 RMS, and liquids ~8–16 RMS. This range is smooth enough to minimize wear and leak paths yet still promotes a thin PTFE transfer film; finishes rougher than this increase wear, while mirror finishes can impede film formation and raise leakage risk in some media.
By medium and duty
• Cryogenic gases/liquids: Prefer 2–4 RMS to limit gas permeation and support low‑viscosity sealing where transfer film is harder to establish at low temperatures.
• Non‑cryogenic gases: Target 6–12 RMS to balance leakage control and film formation under low viscosity.
• Liquids: Use 8–16 RMS; tests and application notes report lower wear and stable leakage as finish improves from 16 to 8 RMS.
Additional controls
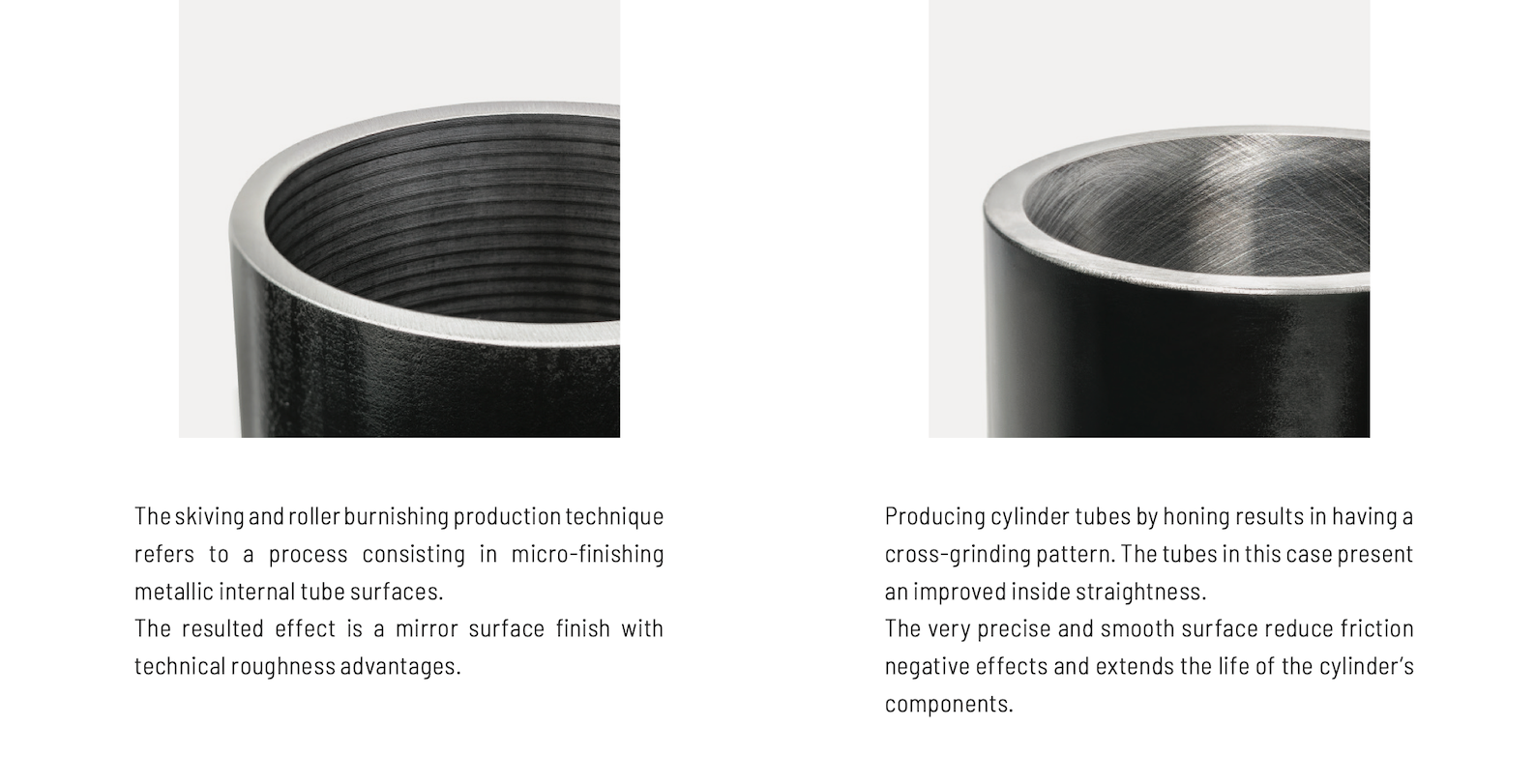
• No‑lead surface: Specify plunge‑ground, non‑helical surfaces to prevent pumping leakage, especially important for PTFE lips at polished finishes.
• Verification: State both RMS (or Ra equivalents) and finishing method on prints; some suppliers provide broader acceptable bands (e.g., 2–16 RMS dynamic, with tables by medium) to simplify QA.
Quick reference
• Dynamic PTFE sealing window: 2–16 RMS overall, with medium‑specific targets above.
• Static interfaces: Often tolerate slightly higher RMS than dynamic, but supplier tables still trend smoother for gases and cryogenics.